Протягом останніх майже 30 років компанія Esmil Group займається виробництвом обладнання для очистки стічних вод та зневоднення осаду. Як визнаний лідер у цій галузі, ми пропонуємо комплексні рішення для комунальних та промислових очисних споруд. При виготовленні обладнання для очищення стічних вод, наша увага приділяється не тільки ефективності процесів очистки, але також якості та довговічності обладнання під брендом Esmil.
Один з обов’язкових виробничих процесів на заводах Esmil – це правильна обробка поверхніi нержавіючої сталі після зварювання. Це дуже важливо у контексті агресивних середовищ, з якими наше обладнання зустрічається у процесі експлуатації. В даній статті ми розглянемо, як правильна обробка поверхнi нержавіючої сталі після зварювання сприяє забезпеченню високоякісного обладнання для очищення стічних вод у таких агресивних середовищах та її вплив на ефективність та довговічність очисних споруд.
Стічні води містять різноманітні речовини та хімічні сполуки, які можуть створювати агресивне середовище для обладнання. Недостатня обробка поверхнi нержавіючої сталі після зварювання може призвести до корозії та пошкоджень обладнання, що в свою чергу знизить його ефективність та тривалість функціонування. Тому застосування правильної обробки матеріалів, яка включає очищення, пасивацію та захисні покриття, є необхідним кроком для забезпечення оптимального захисту від корозії та підвищення тривалості експлуатації обладнання.
Для чого потрібно додатково обробляти нержавіючу сталь після зварювання?
Після зварювання нержавіючої сталі додаткова обробка, така як травлення та пасивація, є важливим кроком для забезпечення якості та тривалості обладнання. Ось кілька причин, чому ці процеси є необхідними:
- Видалення окислення: Під час зварювання утворюються окисні плівки та накип, які можуть впливати на зовнішній вигляд та якість сталі. Травлення забезпечує розчинення пошкодженого поверхневого шару до моменту досягнення первинного стану і складу сплаву.
- Відновлення пасивного шару: Щоб забезпечити створення захисного шару, після видалення існуючої неоднорідної плівки за допомогою травлення, створюється нова – щільна однорідна і рівномірна плівка, яка забезпечує сталий захист виробу. Такий ефект можна досягти за допомогою дії висококонцентрованих розчинів кислот. Цей процес називають пасивацією.
- Поліпшення естетичного вигляду: Травлення та пасивація також покращують зовнішній вигляд зварювальних з’єднань та нержавіючих конструкцій. Вони допомагають усунути залишки зварювального процесу, виділивши чисту, рівну та блискучу поверхню.
- Запобігання корозії: Недостатня обробка після зварювання може призвести до виникнення післязварювальної корозії. Травлення та пасивація сталі допомагають утворити стійкий захисний шар, який запобігає корозії та забезпечує тривалу робочу довговічність конструкцій.
Враховуючи ці фактори, правильне хімічне оброблення виробів із нержавіючої сталі разом з високою швидкістю та організованістю виконання технологічних етапів забезпечить їх тривалий та стійкий захист від корозії, а також надасть обладнанню привабливий зовнішній вигляд.

Рис. 1. Обладнання з нержавіючої сталі, яка не пройшла додаткову хімічну обробку, після кількох років експлуатації на очисних спорудах
Травлення нержавіючої сталі
Травлення використовується для очищення та поліпшення стiйкостi нержавіючої сталі до iржi та iнших хiмiкатiв. Цей процес дозволяє досягти більш високої якості та кращiх властивостей матеріалу, забезпечуючи його оптимальну працездатність.
Існує кілька різновидів травлення, які мають вплив на якість та довговічність нержавіючої сталі. Хімічне травлення, електрохімічне травлення та механічне травлення – це лише деякі з методів, які можуть бути використані. Кожен з них має свої переваги та особливості, і правильний вибір методу травлення впливає на якість та властивості матеріалу.
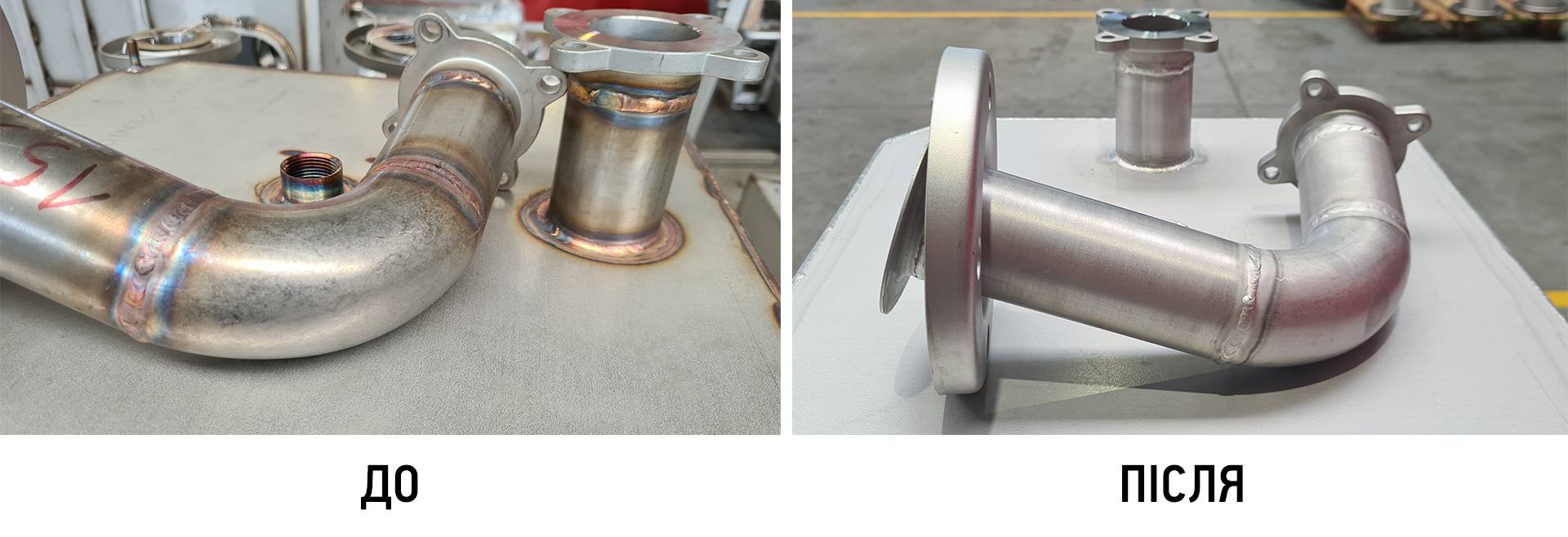
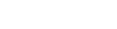
Рис. 2. Елементи обладнання до та після травлення
Травлення нержавіючої сталі – це очищення металевої поверхні, в результаті якої відбувається фактичне видалення частини поверхневого шару металу з метою видалення сторонніх включень, таких як:
- кольору мінливості (зварювальні оксиди),
- вільне залізо, яке найчастіше потрапляє на поверхню при використанні вальців, гільйотин і т.д.
Якщо не витравити сторонні включення і частинки заліза з поверхні нержавіючої сталі, то це обов’язково призведе до появи корозії. Після травлення нержавіюча сталь набуває матової однорідної поверхні.
В результаті травлення нержавіюча сталь:
- не має поверхневих забруднень вуглецевою сталлю та частинками заліза;
- набуває рівномірного матово-сірого відтінку;
- підготовлена до пасивації.

Рис. 3. Зварювальний шов до та після травлення
Пасивація нержавіючої сталі
Пасивація є важливим процесом у виробництві обладнання для очисних споруд, який сприяє формуванню пасивного шару на поверхні нержавіючої сталі. Цей шар відіграє ключову роль у захисті матеріалу від корозії та забезпеченні його тривалої роботи.

Рис. 4. Процес пасивації нержавіючої сталі
Пасивний шар нержавіючої сталі має властивості, що допомагають утримувати матеріал у первинному стані. Він є бар’єром, який запобігає проникненню агресивних речовин у структуру сталі та знижує ризик її корозії. Це особливо важливо у виробництві обладнання для очисних споруд, де матеріал постійно піддається впливу агресивних середовищ.
Неякiсна або недостатня пасивація може мати негативний вплив на якість та тривалість роботи нержавіючої сталі. Недотримання принципів процесу пасивації може призвести до появи слабких місць у захисному шарі, що зробить матеріал вразливим до корозії. Тому важливо дотримуватися правильних параметрів та процедур пасивації для забезпечення оптимального захисту та тривалості роботи нержавіючої сталі.
Чому процеси травлення та пасивації повинні бути контрольованими?
Застосування правильних методів травлення, матерiалiв до травлення та регулярний контроль процесу допомагають забезпечити високу якість нержавіючої сталі в процесі виробництва очисних споруд.
Правильна обробка нержавіючої сталі дуже важлива, особливо у контексті агресивних середовищ. Забезпечення запобігання корозії та зміцнення структури металу гарантує надійність та ефективність обладнання протягом його експлуатаційного терміну. При виборі постачальника обладнання для очищення стічних вод варто звернути увагу на їхню експернiсть та досвід в обробці нержавіючої сталі після зварювання, щоб забезпечити отримання високоякісного обладнання, яке буде відповідати вимогам та надійно працювати у тривалій перспективі в агресивних середовищах.
На підприємствах Esmil Group ми здійснюємо контроль над усіма етапами процесів травлення і пасивації, а також постійно контролюємо хімічний склад травильних і пасивуючих складів, тривалість процесів, умов, в яких ці процеси протікають, а також зовнішній вигляд виробів після травлення і пасивації.
- Контроль хімії травильних та пасивуючих розчинів включає регулярне вимірювання та підтримання оптимального складу хімічних розчинів, що використовуються в процесі травлення та пасивації. Цей етап контролю дозволяє забезпечити ефективне видалення забруднень та окислених шарів із поверхні сталі, а також досягти необхідного рівня пасивації для захисту від корозії.
- Контроль хімічного складу початкового матеріалу. Для якiсного травлення нержавіючої сталі необхідно враховувати хімічний склад початкового матеріалу. Різні типи нержавіючої сталі можуть мати різну реакцію на травильні розчини, тому контроль складу допомагає нам визначити оптимальні умови обробки кожного конкретного матеріалу.
- Контроль температури процесу. Температура має прямий вплив на час протiкання реакції травлення та якість обробки поверхні. Підтримання оптимальної температури дозволяє досягти бажаних результатів травлення в найкоротший час.
- Занурення нержавіючої сталі в травильні розчини має бути правильно контрольованим процесом. Контроль часу та цiлковитоcтi занурення допомагає забезпечити рівномірну та ефективну обробку поверхні без нерівномірного травлення матеріалу або виникнення небажаних дефектів.
- Достатній час витримки. Час витримки в травильних розчинах відіграє у досягненні оптимальних результатів. Недостатній час може призвести до неповної обробки поверхні, тоді як занадто тривалий час може спричинити надмірне видалення матеріалу. Контроль часу витримки допомагає досягти бажаного рівня чистоти та обробки поверхні.
Всі ці пункти контролю в процесі травлення нержавіючої сталі є невід’ємною частиною наших процесів забезпечення високої якості та точності обробки та захисту від корозії.

Рис. 5. Підготовлені до травлення елементи обладнання
Ми в Esmil Group пишаємося своїми виробничими процесами. Якість є одним з наших головних пріоритетів. Ми дуже дбаємо про то, щоб забезпечити найвищі стандарти виробництва і задовольнити потреби наших найвибагливіших клієнтів. У своїх виробничих процесах ми використовуємо передові технології та прагнемо до бездоганності у кожному кроці виробництва.
Багаторічний досвід та наша постійна увага до якості дозволяють нам забезпечувати нашим клієнтам надійне обладнання, яке працює ефективно та має тривалу робочу довговічність. Ми прагнемо до вдосконалення та інновацій у сфері процесів пасивації та травлення, щоб продовжувати надавати найкращі рішення для очисних споруд та задовольняти потреби наших клієнтів.